Roll av laserstråleskanner i industrin 2026
- 16 juni
- 8 min läsning

Kort sagt:
Laserstråleskannrar spelar en avgörande roll i industriella mät- och inspektionsprocesser genom att ersätta manuella metoder, korta mätcykler och leverera data i realtid. Val av rätt skannertyp, laservåglängd och integrationsmiljö är viktigt för att säkerställa tillförlitliga resultat och effektiv produktion, medan efterbearbetningen är avgörande för att omvandla rådata till användbara modeller. För att lyckas krävs gedigen kompetens, välplanerade processer och utbildning, oavsett systemets avancerande funktioner.
Roll av laserstråleskanner är den funktion en laserbaserad mätenhet fyller i industriella mät- och inspektionsprocesser, från dimensionskontroll av enskilda detaljer till helautomatiserad pallskanning i realtid. System som Nikon Metrologys scanCONTROL 8500 och APACHE-pallskannern visar hur bred denna roll är i praktiken. Rätt konfigurerad ersätter en laserstråleskanner manuella mätmetoder, kortar mätcykler och levererar data direkt till produktionssystemet. För ingenjörer och kvalitetskontrollspecialister är förståelsen av denna roll avgörande för att välja rätt teknik och integrera den korrekt i produktionsflödet.
Vad är roll av laserstråleskanner och vilka typer finns?
Laserstråleskannrar delas in i två huvudkategorier: 2D-profilskannrar och 3D-volymetriska skannrar. En 2D-skanner mäter ett tvärsnitt längs en linje och passar bäst för kontinuerliga processer som bandtransport eller extrudering. En 3D-skanner kombinerar flera profiler eller använder strukturerat ljus för att bygga upp en komplett geometrisk modell av ett objekt.
Handhållna, stationära och rullbara system
Handhållna skannrar som SIMSCAN från Lksab ger flexibilitet för komplexa detaljer och svårtillgängliga ytor. Stationära inline-skannrar monteras fast i produktionslinjen och mäter varje detalj automatiskt utan operatörsinblandning. Rullbara system, ofta kallade rollbara laser scanner-lösningar, kombinerar mobilitet med hög mätprecision och används när produktionsupplägg kräver att skannern förflyttas mellan stationer.
Skillnaden i roll är tydlig: handhållna system passar prototypverifiering och felsökning, stationära system passar serieproduktion och rullbara system passar flexibla produktionsmiljöer med varierande artikelmix.
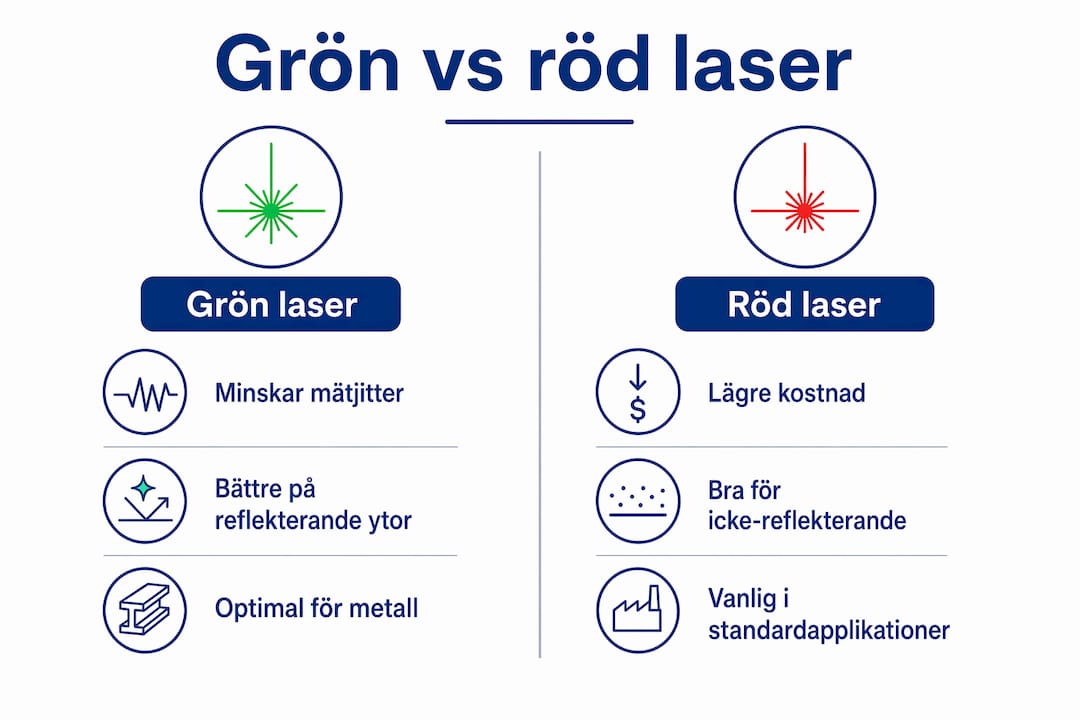
Grön laser kontra röd laser
Valet av laservåglängd påverkar mätresultatet direkt på utmanande material. Grön laserteknik vid 515 nm minskar mätjitter med upp till 40 % på halvtransparenta eller reflekterande material jämfört med röda lasrar. Det innebär att ytor som polerat stål, glas eller genomskinlig plast kan mätas med tillförlitlig noggrannhet utan extra ytbehandling.
Laserskanning kontra LiDAR i industriell kontext
Laserskanning och LiDAR skiljer sig i att LiDAR primärt används för stora avstånd och yttre miljöer, medan industriell laserskanning fokuserar på högupplöst 3D-geometrisk data på korta avstånd. Det är en distinktion som direkt påverkar vilket system du väljer för en given applikation i fabriken.
Proffstips: Välj alltid lasertyp baserat på materialets reflektivitet och ytfinish. Grön laser är standardvalet för metalliska och halvtransparenta ytor i precisionsmätning.
Systemtyp | Typisk roll | Styrka |
2D-profilskanner | Inline-mätning på löpande band | Hög hastighet, enkel integration |
3D handhållen skanner | Prototypverifiering, felsökning | Flexibilitet, komplex geometri |
Stationär 3D-skanner | Serieproduktion, automatisk inspektion | Repeterbarhet, hög genomströmning |
Rullbar laser scanner | Flexibel produktion, pallskanning | Mobilitet, bred artikelmix |
Hur fungerar en laserstråleskanner i industriell mätning?
En laserstråleskanner projicerar en laserlinje mot objektets yta och en kamera registrerar hur linjen deformeras av ytans geometri. Denna princip kallas lasertriangulering och är grunden för de flesta industriella profilskannrar. Resultatet är ett punktmoln: en tät samling koordinater som beskriver objektets form i tre dimensioner.

Från rådata till användbar information
Processen från mätning till beslut följer fyra steg:
Datainsamling. Skannern samlar punkter med hög frekvens. Moderna 3D-laserskannrar klarar upp till 25 miljoner punkter per sekund med upp till 10 kHz profilfrekvens. Det ger tillräcklig täthet för att detektera defekter på komplexa mekaniska strukturer.
Förfiltrering i sensorn. Moderna skannrar utför initial databehandling direkt i sensorhuvudet. Det minskar datamängden som skickas vidare och håller nätverksbelastningen låg.
Efterbearbetning. Programvara som Nikon Metrologys Focus Inspection eller liknande plattformar registrerar, filtrerar och jämför punktmolnet mot en CAD-referensmodell. Råpunktmoln är sällan slutprodukten. Värdet skapas i efterbearbetningen där data struktureras till användbara 3D-modeller eller CAD-format.
Beslut och rapportering. Avvikelser flaggas automatiskt, godkänd eller underkänd status skickas till MES-systemet och mätprotokollet arkiveras för spårbarhet.
Metodikens avgörande roll
Digitala tvillingars kvalitet beror mer på korrekt metodik för datainregistrering och bearbetning än på hårdvaran i sig. Det är en insikt som många underskattar vid upphandling. En dyr skanner i fel händer ger sämre resultat än en enklare skanner med välutbildad operatör och genomtänkt mätplan.
Proffstips: Definiera alltid mätplanen innan du konfigurerar skannern. Bestäm vilka geometriska toleranser som är kritiska och säkerställ att skannerns upplösning och mätvolym matchar dessa krav.
Mjukvarans roll är lika central som hårdvarans. Utan kompetens i efterbearbetning riskerar du att stora punktmoln förblir oanvändbara råfiler. Stora punktmoln kräver expertis i efterbearbetning för att konvertera rådata till CAD-användbara modeller, en tidskrävande process som ofta underskattas vid projektkalkylering.
Vilka fördelar och utmaningar har rullbara laserstråleskannrar?
Rullbara och mobila laserstråleskannrar ger produktionstekniker möjlighet att ta med mätkapaciteten dit den behövs, i stället för att flytta detaljen till ett mätrum. Det förkortar ledtiden för kvalitetsbeslut och minskar hanteringsskador på känsliga komponenter.
Konkreta prestandavinster
Automatiserade pallskannrar som APACHE Stop and Go mäter dimensionsdata och vikt på 4–6 sekunder med kapacitet för objekt i rörelse upp till 0,8 m/s. Det är en genomströmning som manuell mätning aldrig kan matcha i ett logistikflöde med hög volym.
Fördelarna med rullbara och mobila system i industriell produktion:
Kortare mätcykler. Skannern förflyttas till detaljen i stället för tvärtom, vilket eliminerar transporttid och kötid vid mätrum.
Automatisk dataöverföring. Moderna system skickar mätresultat direkt till MES eller ERP via nätverksanslutning, utan manuell datainmatning.
Flexibel artikelmix. En rullbar scanner hanterar varierande detaljer utan ombyggnad av produktionslinjen.
Reducerat operatörsberoende. Automatiserade mätsekvenser minskar risken för mänskliga fel vid repetitiva inspektioner.
Utmaningar som kräver planering
Integrering av inline-scanningssystem kräver planering för att undvika dataflaskhalsar. Sensorer med inbyggd databehandling i sensorhuvudena är ofta nödvändiga för stabil drift i höghastighetsproduktion.
Dataflödet är den vanligaste flaskhalsen vid integration av laserstråleskannrar i befintliga fabriksnätverk. En skanner som genererar 25 miljoner punkter per sekund producerar enorma datamängder om ingen filtrering sker lokalt. Projekt med högupplöst laserskanning kräver planering för att undvika nätverksflaskhalsar och säkerställa att endast nödvändig data skickas för bearbetning.
En annan utmaning är miljöfaktorer som vibrationer, damm och temperaturvariationer på industrigolvet. Dessa påverkar mätnoggrannheten om skannern inte är kalibrerad och monterad korrekt för den specifika miljön. Regelbunden kalibrering är inte valfri, det är ett krav för att hålla mätresultaten spårbara och tillförlitliga.
Hur väljer ingenjörer rätt laserstråleskanner för sin applikation?
Valet av laserstråleskanner styrs av tre faktorer: mätvolym, noggrannhetskrav och integrationsmiljö. Dessa tre måste utvärderas tillsammans, inte var för sig.
Urvalskriterier i praktiken
Börja med att definiera den minsta tolerans du behöver mäta. En komponent med tolerans på ±0,05 mm kräver en skanner med minst tre gånger bättre upplösning, det vill säga under 0,02 mm punktnoggrannhet. Kontrollera sedan att skannerns mätvolym täcker hela detaljen utan att du behöver dela upp mätningen i flera steg, vilket introducerar registreringsfel.
Integrationsmiljön avgör om du behöver en skanner med inbyggd beräkning i sensorn för att minska nätverkstrafik och möjliggöra snabbare integration i digitala produktionsmiljöer. I en fabrik med begränsad nätverkskapacitet är detta inte en lyx utan ett krav.
Proffstips: Testa alltid skannern på representativa detaljer från din produktion innan köp. Leverantörens demomiljö är sällan identisk med ditt industrigolv.
Vanliga misstag vid implementering
Fyra misstag återkommer konsekvent vid driftsättning av laserstråleskannrar i produktion:
Underskattning av efterbearbetningstid och mjukvarukompetens i projektkalkyleringen.
Val av skanner baserat på maximal specifikation i stället för applikationsspecifika krav.
Brist på plan för nätverkskapacitet och datalagring vid hög mätfrekvens.
Otillräcklig operatörsutbildning, vilket leder till inkonsekvent mätmetodik och opålitliga resultat.
Jämförelse av nyckelegenskaper vid val
Egenskap | Vad du ska kontrollera | Varför det spelar roll |
Punktnoggrannhet | Minst 3x bättre än minsta tolerans | Säkerställer tillförlitlig avvikelsedetektering |
Mätvolym | Täcker hela detaljen i ett svep | Eliminerar registreringsfel vid delad mätning |
Profilfrekvens | Matchar produktionshastigheten | Undviker mätluckor vid snabba förlopp |
Inbyggd beräkning | Ja eller nej i sensorhuvudet | Avgörande för nätverksbelastning och svarstid |
Lasertyp | Grön eller röd baserat på material | Direkt påverkan på mätnoggrannhet på svåra ytor |
Lksab erbjuder rådgivning kring dessa urvalskriterier och representerar märken som Nikon Metrology och API Metrology, vilket ger tillgång till ett brett spektrum av tekniska lösningar för olika industriella applikationer. En guide för industriell lasermätning kan ge ytterligare stöd i urvalsprocessen.
Viktiga insikter
Laserstråleskannerns roll i industrin avgörs av metodiken, integrationsmiljön och efterbearbetningskompetensen, inte enbart av hårdvarans specifikationer.
Punkt | Detaljer |
Välj lasertyp efter material | Grön laser minskar mätjitter med upp till 40 % på reflekterande ytor jämfört med röd laser. |
Planera för dataflödet | Sensorer med inbyggd beräkning är nödvändiga för att undvika nätverksflaskhalsar i höghastighetsproduktion. |
Efterbearbetning är kritisk | Råpunktmoln skapar inget värde utan strukturerad bearbetning till CAD-format eller jämförelsemodeller. |
Metodik slår hårdvara | Professionell mätmetodik och utbildad personal ger bättre resultat än dyr utrustning med bristfällig process. |
Rullbara system ger flexibilitet | APACHE-pallskannern mäter dimensionsdata på 4–6 sekunder och passar höga produktionsvolymer med varierande artikelmix. |
Erfarenheten som förändrade mitt sätt att se på laserskanning
Jag har sett tillverkningsföretag investera i de mest avancerade laserstråleskannrarna på marknaden och ändå leverera mätresultat som inte håller för granskning. Det är frustrerande att bevittna, men det är också lärorikt. Problemet är nästan aldrig hårdvaran.
Det vanligaste felet jag stöter på är att ingenjörsteamet behandlar skannern som ett plug-and-play-instrument. Man kopplar in den, kör en mätning och förväntar sig att resultaten ska vara korrekta per automatik. Verkligheten är att en laserstråleskanner är ett precisionsinstrument som kräver en genomtänkt mätplan, korrekt kalibrering för den specifika miljön och operatörer som förstår vad de tittar på i punktmolnet.
Det som verkligen förändrade min syn på ämnet var ett projekt där ett medelstort fordonskomponentföretag bytte från en äldre kontaktmätmaskin till ett modernt inline-laserskanningssystem. Tekniken var överlägsen på pappret. Men de första tre månaderna gav sämre mätosäkerhet än det gamla systemet. Orsaken var enkel: ingen hade planerat för nätverkskapaciteten och efterbearbetningsarbetsflödet. Skannern genererade mer data än systemet kunde hantera, och operatörerna hade inte utbildning i att tolka punktmolnsdata.
Framtidens trend är tydlig: lokal beräkning direkt i sensorhuvudet kommer att bli standard, inte undantag. Det löser dataflödesproblemet och gör integration i befintliga fabriksnätverk betydligt enklare. Men det förändrar inte behovet av kompetens i mätmetodik. Tekniken kan automatisera datainsamlingen, men den kan inte ersätta ingenjörens förmåga att ställa rätt frågor och tolka resultaten i sitt sammanhang.
Min rekommendation till alla som utvärderar laserstråleskannrar 2026: investera lika mycket i utbildning och processdesign som i hårdvaran. Det är där avkastningen faktiskt skapas. Och kontrollera alltid att noggrann mätning är inbyggd i processen, inte ett efterkontrollsteg.
— Markus
Lksab hjälper dig integrera rätt skanningslösning
Lksab är generalagent i Sverige för Nikon Metrology, LK Metrology, Scanology och API Metrology. Det innebär att du som ingenjör eller kvalitetschef får tillgång till ett komplett sortiment av laserstråleskannrar, från kompakta handhållna system till helautomatiserade inline-lösningar för serieproduktion.

Har du ett befintligt mätsystem som behöver uppgraderas för att möta nya produktionskrav? Lksabs uppgradering och retrofit-tjänster anpassar modern skanningsteknologi till din befintliga produktionslinje utan att du behöver bygga om från grunden. Teamet erbjuder teknisk rådgivning, installation, kalibrering och löpande support under hela systemets livscykel. Kontakta Lksab för en behovsanalys och ta reda på vilken skanningslösning som passar din specifika applikation bäst.
Vanliga frågor
Vad är en laserstråleskanner i industrin?
En laserstråleskanner är ett mätinstrument som projicerar en laserlinje mot en yta och registrerar ytans geometri med hög precision. I industriell kontext används den för dimensionskontroll, kvalitetssäkring och skapande av digitala 3D-modeller.
Hur snabb är en modern laserstråleskanner?
Moderna 3D-laserskannrar klarar upp till 25 miljoner punkter per sekund med 10 kHz profilfrekvens. Automatiserade pallskannrar som APACHE Stop and Go slutför en komplett dimensionsmätning på 4–6 sekunder.
Vad skiljer laserskanning från LiDAR?
Industriell laserskanning fokuserar på högupplöst 3D-geometrisk data på korta avstånd för precisionsmätning. LiDAR används primärt för längre räckvidd och större geografiska områden, till exempel i fordonsnavigation eller kartläggning utomhus.
Varför spelar metodiken större roll än hårdvaran?
Digitala tvillingars och mätresultatens kvalitet beror mer på korrekt datainregistrering och bearbetningsmetodik än på skannermodellen. En välutbildad operatör med genomtänkt mätplan ger konsekvent bättre resultat än avancerad hårdvara utan strukturerad process.
Hur undviker jag nätverksflaskhalsar vid inline-laserskanning?
Välj skannrar med inbyggd databehandling i sensorhuvudet för att filtrera och komprimera data lokalt innan det skickas vidare. Planera nätverkskapaciteten i förväg och definiera vilken data som faktiskt behöver överföras till centralservern kontra vad som kan bearbetas lokalt.
Rekommendation




















Kommentarer