Så förbättrar du noggrannheten vid industriella mätningar
- 15 maj
- 8 min läsning

TL;DR:
Mätosäkerhet är avgörande för att säkerställa produktkvalitet och minska kassation. Även avancerad utrustning kan ge felaktiga resultat om miljö och metod inte kontrolleras ordentligt. Systematiskt arbete med kartläggning, kalibrering och MSA är nyckeln till pålitliga industrimätningar.
En nyligen kalibrerad koordinatmätmaskin, ett vältränat team och ändå resulterar ett helt parti i kassation. Det här scenariot är inte ovanligt i tillverkningsindustrin, och det avslöjar en obehaglig sanning: instrumentet är bara en liten del av mätprocessens totala noggrannhet. Bristande mätprecision kostar inte bara tid och material utan kan även skada kundrelationer och certifieringar. Den här artikeln ger dig en systematisk genomgång, från grundläggande principer för mätosäkerhet till konkreta åtgärder och verifieringsmetoder, så att du kan höja precisionen genom hela mätkedjan.
Innehållsförteckning
Viktiga Insikter
Punkt | Detaljer |
Systematik ger resultat | Noggrannhet i industriella mätningar kräver strukturerad analys av alla osäkerhetskällor snarare än isolerat fokus på instrument. |
Anpassa till miljön | Justera metoder och utrustning för att minimera effekter av vibrationer, temperatur och andra driftsfaktorer. |
Beslutsregler för kvalitet | Kombinera MSA och tydliga beslutsregler för att säkerställa att mätbeslut håller i verkligheten. |
Edge cases kräver extra insats | Vid komplicerade eller icke-linjära förhållanden kan avancerad modellering eller simulering vara nödvändigt för att undvika felaktiga beslut. |
Grunderna för mätosäkerhet och noggrannhet
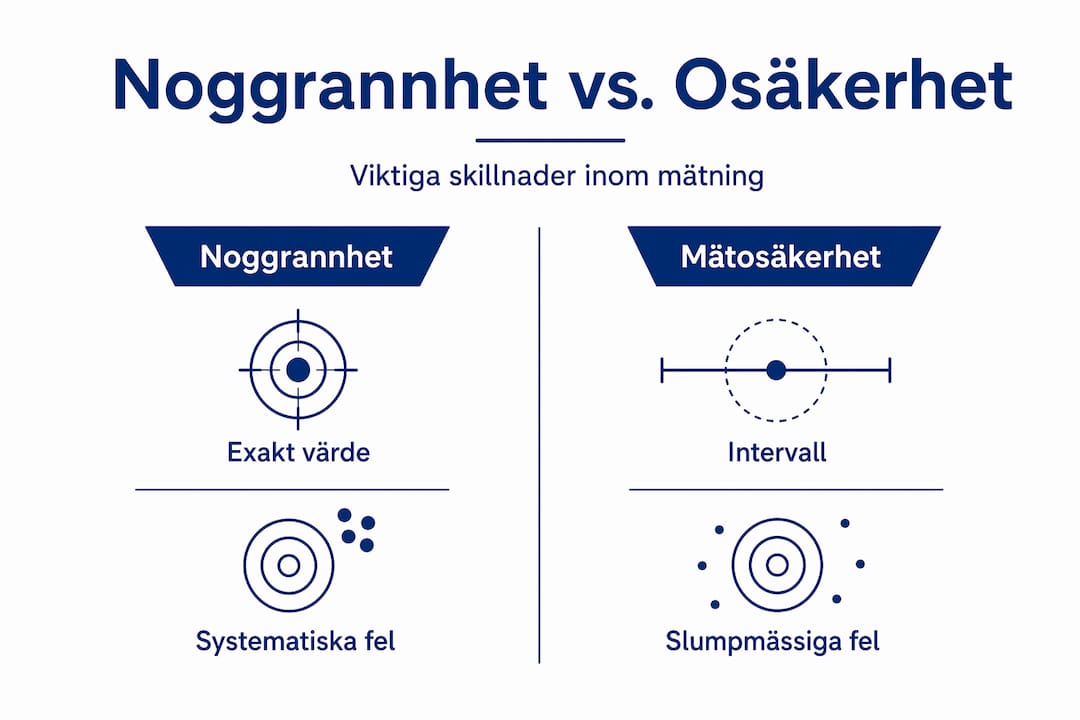
Många tekniker blandar ihop begreppen noggrannhet och precision, vilket leder till felaktiga slutsatser i produktionen. Noggrannhet beskriver hur nära ett mätvärde ligger det sanna värdet, medan precision beskriver reproducerbarheten hos upprepade mätningar. Ett instrument kan vara extremt precist men systematiskt felaktigt. Skillnaden är avgörande när du ska tolka mätdata och fatta kvalitetsbeslut.
Mätosäkerhet är det mer övergripande begreppet. Det anger det intervall inom vilket det sanna värdet sannolikt befinner sig, givet alla kända och uppskattade felkällor. Att rapportera ett mätvärde utan en tillhörande osäkerhetsbedömning är meningslöst i en professionell industrikontext.
GUM-ramverket som strukturerat stöd
För att arbeta systematiskt med mätosäkerhet finns GUM-ramverket framtaget av JCGM. Ramverket definierar hur du identifierar samtliga signifikanta osäkerhetskällor, modellerar mätstorheten och kombinerar bidragen till en samlad mätosäkerhet. Metoden ger ett strukturerat och internationellt accepterat sätt att dokumentera och kommunicera osäkerhet, vilket är en förutsättning för spårbarhet och kundgodkännande. Läs även om tips för bättre mätnoggrannhet i vår tidigare artikel för kompletterande råd.
De vanligaste osäkerhetskällorna
Nedan visas en sammanfattning av typiska osäkerhetskällor och deras relativa påverkan i en industriell mätmiljö:
Osäkerhetskälla | Typisk påverkan | Exempel |
Instrument och kalibrering | Medel till hög | Skalfel, hysteresfel |
Temperaturvariation | Hög | Termisk expansion av arbetsstycke |
Operatörsteknik | Medel | Varierande mättryck |
Arbetsstyckets tillstånd | Medel | Ytjämnhet, fastsättning |
Vibrationer och störningar | Låg till medel | Golvrörelser, luftturbulens |
Mjukvara och beräkningsmodell | Låg till medel | Algoritmberoende |
De vanligaste osäkerhetskällorna i en typisk verkstadsmiljö inkluderar:
Temperaturgradienter som påverkar materialets dimensioner
Felaktig upplinjering av mätdon mot referensyta
Slitage och kontaminering av mätspetsar
Brist på stabiliseringstid för instrument och arbetsstycke
Inkonsekventa mätprocedurer mellan skiften
Att förstå varifrån osäkerheten kommer är det första steget. Utan den kunskapen riskerar du att åtgärda fel sak.
Förberedelser: Identifiera och kartlägg osäkerhetskällor

När du förstått vad mätosäkerhet innebär, är nästa steg att systematiskt kartlägga och dokumentera dem i din faktiska produktionsmiljö. Det är ett arbete som kräver struktur, men det lönar sig snabbt.
Praktiska kalibreringsexempel från Canadas nationella mätinstitut visar tydligt att noggrannhet i praktiken påverkas inte bara av instrumentets precision, utan även av mätmetod, arbetsstyckets tillstånd, miljö och kalibrering. Det betyder att varje länk i mätkedjan måste granskas, inte bara sensorn eller mätmaskinen.
Steg-för-steg: Kartlägg din mätkedja
Följ dessa steg för att identifiera och strukturera alla osäkerhetskällor:
Definiera mätstorheten tydligt. Vad mäter du exakt, under vilka förutsättningar och mot vilken referens?
Lista alla ingående faktorer som påverkar mätresultatet. Använd ett orsak-och-verkan-diagram som stöd.
Kvantifiera varje källa med tillgängliga data, kalibreringsintyg, specifikationer och historik.
Bygg en osäkerhetsbudget där varje källa tilldelas ett standardosäkerhetsbidrag.
Kombinera bidragen enligt GUM-metodiken och beräkna den utökade mätosäkerheten.
Dokumentera och uppdatera budgeten regelbundet, särskilt efter utrustningsbyte eller miljöförändringar.
Instrument kontra miljö: Viktiga skillnader
En vanlig fälla är att fokusera all uppmärksamhet på instrumentets specifikationer och ignorera miljöns bidrag. Jämförelsen nedan visar hur de två kategorierna skiljer sig:
Faktor | Instrumentrelaterad osäkerhet | Miljörelaterad osäkerhet |
Typ | Systematisk och slumpmässig | Ofta systematisk med variabel magnitud |
Kontroll | Kalibrering och underhåll | Klimatkontroll, vibrationsdämpning |
Spårbarhet | Enkel via kalibreringsintyg | Svårare, kräver löpande övervakning |
Typisk åtgärd | Byte, justering, kalibrering | Miljöanpassning, kompensationsalgoritmer |
Det är inte ovanligt att miljöbidragen överstiger instrumentbidraget i en produktionsnära mätmiljö. Att investera i ett nytt instrument utan att adressera miljöproblemen ger ofta liten förbättring. Se till att även etablera goda rutiner för kalibrering som en del av förbättringsarbetet.
Proffstips: Involvera operatörerna tidigt i kartläggningsarbetet. De har ofta erfarenheter av variationer och avvikelser som inte syns i dokumentationen, och deras insikt kan snabbt lyfta fram dolda osäkerhetskällor som annars förbises.
För att se hur detta tillämpas i verkliga produktionsscenarier rekommenderar vi att du också studerar praktiska exempel från industrin.
Genomförande: Systematiska åtgärder för ökad noggrannhet
När du identifierat källorna kan du implementera åtgärder. Nästa steg är att tillämpa rätt metoder i din dagliga mätprocess för att minska variationen och höja tillförlitligheten.
Forskning kring CMM-kompensation och robusthet visar att för koordinatmätmaskiner och mätning i produktionsnära miljöer behöver osäkerhetsutvärderingen och kalibrerings- och kompensationsstrategin anpassas till de specifika driftförhållandena. Det räcker inte att följa tillverkarens standardspecifikationer om din produktionsmiljö avviker från referensförhållandena.
Miljöanpassning: Temperatur, vibration och smuts
Temperatur är den enskilt största miljörelaterade osäkerhetskällan i de flesta tillverkningsanläggningar. Material utvidgar sig och drar ihop sig i takt med temperaturen, och om mätningen sker utan hänsyn till detta introduceras ett systematiskt fel direkt i resultatet.
Termisk kompensation innebär att du mäter arbetsstyckets faktiska temperatur och korrigerar mätresultaten matematiskt utifrån materialets termiska utvidgningskoefficient. De flesta moderna CMM-system stöder detta automatiskt.
Acklimatiseringstid är ofta undervärderad. Låt alltid arbetsstycket acklimatiseras i mätmiljön tillräckligt länge innan mätning genomförs. För ett stålgods på 50 kilogram kan detta ta flera timmar.
Vibrationsdämpning skyddar känsliga instrument från golvvibrationer som orsakas av tunga maskiner. Luftfedrade bord eller vibrationsisolerade fundament är effektiva lösningar.
Rengöringsrutiner för mätspetsar och referensytor bör vara schemalagda, inte reaktiva. Kontaminering introducerar slumpmässiga fel som är svåra att identifiera i efterhand.
Processnära kalibrering och spårbarhet
Kalibrering bör inte enbart vara ett periodiskt event utan integreras i produktionsflödet. Det innebär att du regelbundet verifierar instrumentets prestanda mot kända referensartiklar, så kallade artefakter, under de faktiska driftförhållandena.
Använd kalibrerade referensobjekt med spårbarhet till nationella eller internationella etalon
Dokumentera alla kalibreringspunkter med tidsstämpel och miljödata
Sätt tydliga gränsvärden för när ett instrument kräver åtgärd baserat på avvikelsens trend, inte bara dess storlek
Proffstips: Bygg in mätning som ett processteg i produktionsflödet, inte som en slutkontroll. Mätning mitt i produktionen ger tidig varning om processdrift och möjliggör korrektion innan hela partiet är påverkat. Det ger spårbarhet och dramatiskt reducerad kassationsrisk.
För mer om hur kalibrering skapar trygg kvalitet och spårbarhet och hur du kan arbeta med optimering av mätprocessen rekommenderar vi att du fördjupar dig i dessa ämnen.
Verifiering och beslut: MSA och beslutsregler
Nu när du vidtagit åtgärder och ser förbättrad noggrannhet måste du även säkra kvaliteten i dina beslut. Mätresultat används för att fatta beslut om godkännande eller avvisning av detaljer, och dessa beslut påverkas direkt av mätosäkerhetens storlek.
Measurement System Analysis i praktiken
MSA-mätsystemanalys är en strukturerad metod för att kvantifiera variationsbidragen från mätsystemet. Det räcker inte att veta att instrumentet är kalibrerat. Du behöver veta hur stor andel av den totala observerade variationen som faktiskt härstammar från mätsystemet jämfört med verklig processvariation. Implementera MSA på följande sätt:
Välj ut ett representativt urval av detaljer som spänner över hela det förväntade variationsintervallet.
Låt flera operatörer mäta varje detalj upprepade gånger, utan att se varandras resultat.
Beräkna Gage R&R (repeatability och reproducibility) för att separera instrument- och operatörsvariationen.
Tolka resultaten mot acceptanskriterier. Vanligtvis bör mätsystemets variation understiga 10 procent av toleransen för ett godkänt system.
Identifiera och åtgärda de dominerande variationskällorna baserat på resultaten.
Upprepa analysen efter vidtagna åtgärder för att verifiera förbättringen.
Beslutsregler och gränsfall
“Mätosäkerhet och noggrannhet kopplas direkt till beslutsregler vid konformitetsbedömning: när uppmätt värde ligger nära specifikationsgränser kan mätosäkerheten avgöra om en detalj godkänns eller avvisas, med potentiellt stora konsekvenser för produkt och kund.”
Det här är ett av de mest underskattade problemen i industriell kvalitetskontroll. Standarder som beslutsregler vid osäkerhet rekommenderar att du inför så kallade guard bands vid gränsfall. En guard band innebär att du skiftar acceptansgränsen inåt med ett belopp som motsvarar en andel av mätosäkerheten. Resultatet är att du minskar risken för att en icke-konfom detalj felaktigt godkänns.
Guard bands är särskilt viktiga inom flyg- och fordonsindustrin, där konsekvenserna av ett felaktigt godkännande kan vara allvarliga. Kombinera alltid MSA-resultat med effektiv mätdatahantering för att skapa en robust och spårbar beslutskedja.
För komplexa mätmodeller, exempelvis när flera beroende mätstorheter ingår, kan kompletterande simuleringar som Monte Carlo-analys ge en mer realistisk bild av den sammansatta osäkerheten och dess fördelning. Det är ett fall där standardmetodiken kan underskattas.
Varför traditionell syn på mätprecision inte räcker
Med en praktisk förståelse för hur du mäter och styr kvalitet, är det viktigt att ifrågasätta grunderna bakom traditionella metoder. Vår erfarenhet från industriella mätprojekt ger oss skäl att lyfta fram ett antal bekväma antaganden som inte alltid håller i verkligheten.
Det vanligaste felet är att behandla alla felkällor som om de vore slumpmässiga, normalfördelade och oberoende av varandra. GUM-ramverket fungerar utmärkt under dessa förutsättningar. Men i en produktionsmiljö är det mer regel än undantag att felkällorna är korrelerade, asymmetriskt fördelade eller icke-linjärt beroende av varandra.
EURAMET Calibration Guide 19 lyfter fram ett ofta förbisett problem: när mätmodellen är icke-linjär eller när indata påverkas av process- eller omgivningsfaktorer räcker inte den traditionella GUM-analysen. Du behöver kompletterande metoder.
Monte Carlo-alternativ visar tydligt att för vissa tillämpningar räcker inte en ren sammanställning av komponenter som om fördelningarna vore symmetriska. Om ingångsdistributionerna är sneda eller om mätmodellen har icke-linjära termer kan den klassiska GUM-metoden ge en underskattad eller överskattad mätosäkerhet, vilket i bägge fallen leder till felaktiga beslut.
Vad innebär detta i praktiken? Det innebär att ett välkalibrerat instrument i en mätmiljö med kraftiga temperaturcykler, mekaniska vibrationer eller icke-stationära processer kan ge systematiskt vilseledande resultat, trots att alla formella krav på kalibrering är uppfyllda. Spårbarheten upphör inte vid instrumentet. Den sträcker sig hela vägen till det mätvärde som du faktiskt rapporterar och det beslut du fattar baserat på det.
Vi ser ett tydligt mönster bland de tillverkningsföretag som vi arbetar med: de som investerar i att förstå och modellera hela mätkedjan, inklusive miljöpåverkan och processdynamik, uppnår konsekvent bättre kvalitetsutfall och lägre kassationsgrad än de som fokuserar enbart på att uppgradera instrumentparken. Utrustning är en möjliggörare, men metodiken är drivkraften. För att se hur detta hanteras i verkliga utmanande situationer kan du läsa om svåra fall och precisionsutmaningar.
Det kontroversiella budskapet är detta: en sämre maskin med en bättre metodik slår ofta en bättre maskin med en sämre metodik. Det är inte ett argument mot att investera i modern utrustning. Det är ett argument för att aldrig underskatta metodiken.
Ta nästa steg för bättre noggrannhet
Efter att ha fördjupat dig i både metodik och fallgropar finns det konkreta åtgärder och produkter som kan stötta ett långsiktigt förbättringsarbete i din organisation.

På LK Scandinavia AB erbjuder vi ett brett sortiment av koordinatmätmaskiner, 3D-skannrar och laserbaserade mätlösningar från märken som Nikon Metrology, LK Metrology, scanology och API metrology. Vår portfölj täcker hela mätkedjan, från handhållna skanningsarmar för flexibel produktionsnära mätning till stationära precisionsystem för laboratoriemiljö. Vi erbjuder även skräddarsydda rådgivningsinsatser där vi hjälper dig att identifiera flaskhalsar i din mätprocess, bygga upp en strukturerad osäkerhetsbudget och implementera MSA för att säkra tillförlitligheten i dina beslut. Kontakta oss för att diskutera hur vi konkret kan höja precisionen och effektiviteten i er produktion.
Vanliga frågor om noggrannhet vid industriella mätningar
Vad är den största orsaken till felaktig mätning i industrin?
Förutom bristande kalibrering beror de flesta fel på oupptäckta yttre påverkan som temperatur, vibration och felaktiga arbetsrutiner, vilket bekräftas av att noggrannhet påverkas av mätmetod, omgivning och arbetsstyckets tillstånd lika mycket som av instrumentet självt.
Hur påverkar mätosäkerhet kvalitetsbeslut i praktiken?
Om osäkerheten är hög måste du använda beslutsregler och guard bands för att minimera risken för felaktiga godkännanden eller kassation, eftersom gränsfall vid mätning direkt avgör om en detalj bedöms som godkänd eller avvisad.
Behövs avancerad programvara för att hantera mätosäkerhet?
Vid enkla linjära modeller räcker ofta Excel eller enklare verktyg, men vid komplexa icke-linjära fall krävs ibland specialprogram eller simulering eftersom Monte Carlo-metoder visar att ren komponentsammanställning kan ge felaktiga osäkerhetsskattningar.
Vad är MSA och varför är det viktigt?
MSA, Measurement System Analysis, kvantifierar variationer från både instrument och användare, och MSA i industrin säkerställer att mätsystemets variationsbidrag är tillräckligt litet i förhållande till toleransen för att tillförlitliga kvalitetsbeslut ska kunna fattas.
Rekommendation




















Kommentarer