Vad är mätmaskiner? Guide för industritekniker
- 2 juni
- 9 min läsning

TL;DR:
Mätmaskiner, särskilt CMM, är viktiga för att verifiera form och läge på tillverkade detaljer med hög precision. För att säkerställa tillförlitlighet krävs regelbunden kalibrering, rätt maskintyp och noggrann mätstrategi för att undvika spökfel och systematiska fel. Integrering av mätmaskiner i produktionen möjliggör proaktiv kvalitetssäkring och minskar kostsamma fel, särskilt vid användning av multisensorsystem och adaptiv bearbetning.
En mätmaskin, ofta kallad CMM (Coordinate Measuring Machine), är en precisionsutrustning som mäter form och läge på tillverkade detaljer med hjälp av koordinatbaserade mätpunkter. Maskinen registrerar exakta dimensioner i tre axlar och jämför resultaten mot konstruktionens toleranskrav. Inom flyg, fordon och medicinsk tillverkning är koordinatbaserad mätning skillnaden mellan godkänd och kasserad komponent. Mätmaskiner används både manuellt och i CNC-styrda processer, och programvaran genererar automatiska GO/NO GO-rapporter som direkt styr produktionsbeslut.
Vad är mätmaskiner och hur definieras de?
En mätmaskin definieras som ett instrument som mäter ett objekts geometri genom att registrera koordinater längs X, Y och Z-axlarna. Det är den tekniska grunden för all dimensionell kvalitetskontroll i modern tillverkningsindustri. Koordinatmätmaskiner, CMM, är den dominerande maskintypen och används av allt från Volvo och Airbus till underleverantörer med enstaka mätbehov.

Mätmaskinen mäter koordinater för form och läge med hög precision, och mjukvarukopplingen till CNC gör att mätpunkter kan tas automatiskt. Det innebär att du som kvalitetstekniker kan programmera en mätsekvens en gång och sedan köra den upprepade gånger utan manuell inblandning. Resultatet är reproducerbarhet som manuella mätverktyg aldrig kan matcha.
Begreppet definition av mätmaskin inkluderar både den fysiska maskinen och det mjukvarusystem som tolkar mätdata. Utan programvaran är en CMM bara en mekanisk arm. Med rätt programvara blir den ett kvalitetssystem som kopplar varje mätpunkt till ett ritningskrav och flaggar avvikelser i realtid.
Metrologi är den vetenskap som omger hela mätprocessen, från teori till praktisk kalibrering. Att förstå metrologins grunder hjälper industritekniker att tolka mätresultat korrekt och ställa rätt krav på sin utrustning.
Hur fungerar en koordinatmätmaskin i praktiken?
En CMM arbetar med en mätprob, en liten kula eller spets monterad på en arm, som rör sig i tre dimensioner och registrerar kontaktpunkter på detaljens yta. Varje punkt ges ett koordinatvärde i X, Y och Z. Programvaran samlar sedan ihop punkterna och beräknar geometriska egenskaper som diameter, planhet, vinkel och position.
Processen i en typisk mätcykel ser ut så här:
Nollpunktsinställning. Maskinen kalibreras mot en referenssfer eller referensplan för att fastställa koordinatsystemets ursprung.
Fixturering av detaljen. Detaljen placeras i ett fixtursystem som håller den stilla och reproducerbart under hela mätningen.
Mätprogrammering. Mätpunkter och mätsekvenser definieras antingen manuellt eller via ett offline-program baserat på CAD-modellen.
Automatisk mätning. CNC-styrningen kör proben längs den programmerade banan och registrerar alla koordinatvärden.
Rapportgenerering. Programvaran jämför uppmätta värden mot toleranskraven och skapar en GO/NO GO-rapport som direkt visar om detaljen godkänns eller underkänns.
Skillnaden mellan manuell och automatiserad mätning är betydande. En manuell CMM kräver att operatören styr proben för hand, vilket introducerar mänskliga fel och begränsar mätvolymen per timme. En CNC-styrd CMM kör samma program om och om igen med identisk precision, vilket är avgörande i seriemässig produktion.
Mätvolymer varierar kraftigt beroende på maskinmodell. Kompakta maskiner hanterar detaljer upp till några hundra millimeter, medan stora portalmaskiner mäter motorblock, chassikomponenter och turbinblad med mätvolymer på flera kubikmeter.
Proffstips: Programmera alltid mätsekvensen offline mot CAD-modellen innan du kör den på maskinen. Det sparar maskintid och minskar risken för kollisioner mellan proben och detaljen.
Vilka typer av mätmaskiner finns och hur skiljer de sig?
Mätmaskiner delas in i flera kategorier beroende på mätprincip, noggrannhet och tillämpningsområde. Valet av maskintyp avgörs av detaljens material, geometri, toleranskrav och produktionsvolym.
De vanligaste typerna är:
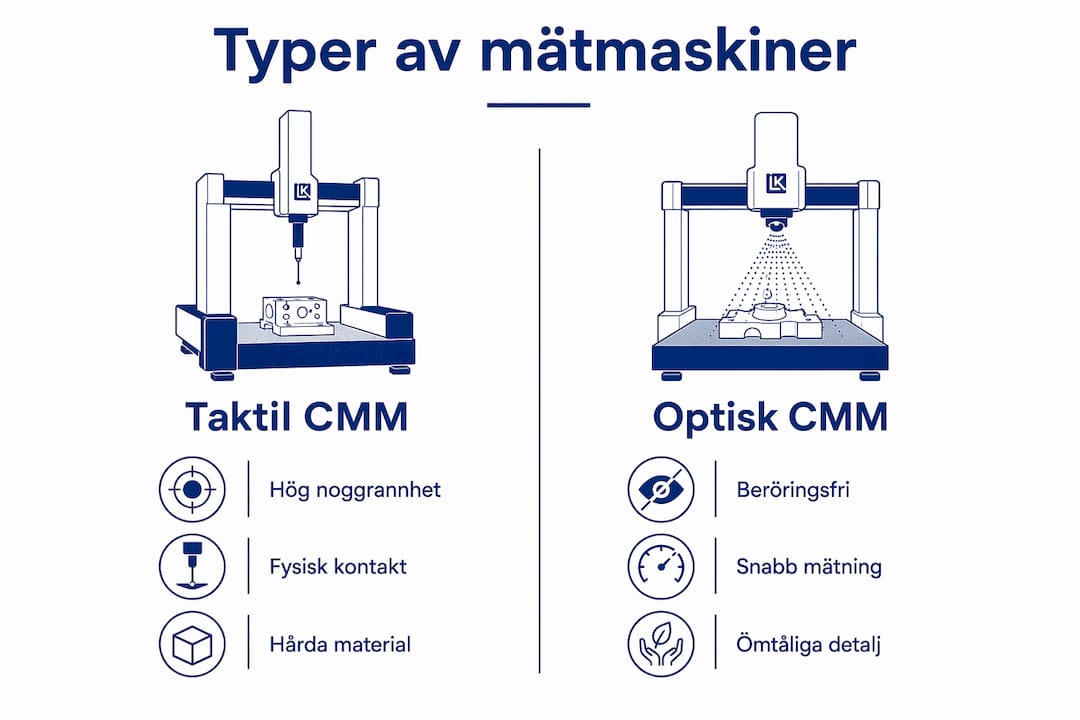
Taktila koordinatmätmaskiner (CMM). Mäter genom fysisk kontakt med en prob. Ger hög noggrannhet och passar hårda material som stål och aluminium. Används av Nikon Metrology och LK Metrology i ett brett sortiment av maskinstorlekar.
Optiska mätmaskiner. Mäter utan kontakt med hjälp av kameror och lasrar. Passar mjuka, tunna eller känsliga material där en taktil prob skulle deformera ytan.
Multisensorsystem. Kombinerar taktil och optisk mätning i samma maskin. RISE:s koordinatmätmaskin med multisensorsystem kan mäta både optiskt och taktilt med mätosäkerhet i µm-nivå och en mätvolym på 800 × 400 × 300 mm. Det ger flexibilitet att hantera komplexa geometrier och varierande material i en och samma uppställning.
Lasertrackers. Mäter stora objekt på avstånd med laserstråle. Används för flygplanskroppar, fartygsdelar och stora svetsade konstruktioner där en stationär CMM inte räcker till.
Skanning med bärbar arm. Portabla mätarmar med inbyggd skanner ger frihet att mäta direkt i produktionsmiljön utan att flytta detaljen till ett mätrum.
Go/No Go-mätare. Fysiska mäthjälpmedel som kontrollerar om ett objekt ligger inom ett specificerat toleransområde. MikronTec plug gauge följer standarderna DIN 2245 och ISO 9001:2008 och används för snabb stickprovskontroll i produktionen.
Maskintyp | Noggrannhet | Typiskt användningsområde |
Taktil CMM | µm-nivå | Precisionsdelar i metall, seriemätning |
Optisk CMM | µm till tiondels mm | Känsliga ytor, plastdetaljer |
Multisensor CMM | µm-nivå | Komplexa geometrier, blandade material |
Lasertracker | Tiondels mm vid stora avstånd | Stora strukturer, flygplan, fordon |
Bärbar mätarm | Tiondels mm | Mätning direkt i produktion |
Go/No Go-mätare | Toleransbaserad | Snabb stickprovskontroll |
Valet mellan taktil och optisk mätning handlar inte om vilken metod som är bättre i absoluta termer. Det handlar om vad detaljen tål och vad toleransen kräver.
Varför är kalibrering och mätosäkerhet avgörande?
Kalibrering är processen där en mätmaskins noggrannhet verifieras och justeras mot ett spårbart referensvärde. Utan regelbunden kalibrering ger maskinen resultat som ser korrekta ut men som systematiskt avviker från verkligheten. Det är ett problem som inte syns förrän felaktiga detaljer når slutmonteringen.
Mätosäkerhet uttrycks i µm och anger det intervall inom vilket det sanna värdet med stor sannolikhet befinner sig. En maskin med mätosäkerhet på ±2 µm ger ett annat beslutsunderlag än en maskin med ±20 µm. Toleransen på detaljen måste alltid vara betydligt större än maskinens mätosäkerhet för att mätresultaten ska vara meningsfulla.
Viktiga faktorer som påverkar mätosäkerheten:
Temperatur. Metall expanderar och krymper med temperaturen. Standardtemperatur för dimensionell mätning är 20 °C. Avvikelser på några grader introducerar mätfel som kan överstiga toleransen på precisionsdelen.
Kalibreringscykel. Hur ofta maskinen ska kalibreras beror på användningsfrekvens, miljöförhållanden och de toleranskrav som gäller. Kalibrering och spårbarhet är kopplad till lagar och standarder inom legal metrologi, men frivillig kalibrering för kvalitetssäkring är minst lika viktig i praktiken.
Probkondition. En sliten eller skadad prob ger systematiska fel som är svåra att identifiera utan regelbunden kontroll.
Fixturering. Om detaljen rör sig under mätningen registreras rörelsen som en geometrisk avvikelse. Rätt fixtursystem är en förutsättning för tillförlitliga resultat.
Proffstips: Låt alltid detaljen acklimatiseras i mätrummet i minst en timme innan mätning. Temperaturskillnader mellan produktionsgolvet och mätrummet är en av de vanligaste källorna till systematiska mätfel.
Metrologins principer inkluderar hela mätprocessen från teori till praktik, och kalibrering är den centrala aktiviteten som kopplar samman maskinens prestanda med spårbara nationella och internationella mätstandarder.
Hur integreras mätmaskiner i tillverkningsprocesser?
Mätmaskiner är mest värdefulla när de används proaktivt i produktionsflödet, inte bara som slutkontroll. CMM används proaktivt för att verifiera dimensionell noggrannhet och minska risken för sena monteringsfel, och ger detaljerad registrering av komplex geometri som manuella verktyg inte klarar av. Det är en fundamental skillnad i hur du tänker kring mätning.
En effektiv integration i tillverkningsprocessen följer dessa steg:
Mätning efter kritiska operationer. Mät detaljen direkt efter bearbetningssteg med hög påverkan på toleransen, till exempel fräsning av passningsytor eller borrning av positionshål. Tidiga avvikelser stoppas innan de förs vidare i processen.
Statistisk processkontroll (SPC). Mätdata från CMM matas in i ett SPC-system som spårar trender i produktionen. En dimension som sakta kryper mot toleransgränsen syns i SPC-diagrammet långt innan den faktiskt överstiger gränsen.
Spårbarhet och dokumentation. Varje mätning kopplas till ett serienummer, ett batchnummer och ett datum. Det skapar den spårbarhet som krävs av standarder som ISO 9001 och IATF 16949. Spårbar mätning är nyckeln till säkrare industriell produktion och ett krav i de flesta leverantörsavtal inom fordon och flyg.
Återkoppling till bearbetningsmaskin. I avancerade produktionsmiljöer skickas mätdata direkt till CNC-maskinen som korrigerar verktygsbanan baserat på uppmätta avvikelser. Det kallas adaptiv bearbetning och minskar spillet dramatiskt.
Slutkontroll och frisläppning. Det sista steget är en fullständig dimensionskontroll mot ritningens alla toleranskrav innan detaljen godkänns för leverans eller montering.
Fordonsindustrin är ett tydligt exempel på hur djupt integrerad mätning kan vara. Motorblock mäts på flera stationer under bearbetningen, och varje mätresultat lagras digitalt och kopplas till det färdiga fordonets identitet. Det möjliggör snabb felanalys om ett problem uppstår i fält.
Vilka utmaningar och fallgropar finns vid CMM-mätning?
Mätmaskiner ger inte automatiskt korrekta resultat bara för att de är dyra och avancerade. Felaktig CMM-användning kan skapa falska avvikelser, så kallade spökfel, vilket kräver rätt mätstrategi och kalibrering. Spökfel är särskilt farliga eftersom de ser ut som verkliga dimensionsavvikelser och kan leda till att godkända detaljer kasseras.
De vanligaste fallgroparna är:
Fel sensorval. En taktil prob på en mjuk plastyta deformerar materialet och ger ett för litet mätvärde. Optisk mätning är rätt val för sådana material.
Otillräcklig fixturering. En detalj som inte sitter stabilt i fixturen rör sig under mätningen. Resultatet ser ut som geometriska avvikelser men är i verkligheten rörelsefel.
För få mätpunkter. En cirkel definieras matematiskt av tre punkter, men tre punkter fångar inte upp ovalitet eller lokala defekter. Fler punkter ger en mer representativ bild av den verkliga geometrin.
Ignorerad temperaturpåverkan. Att mäta en varm detalj direkt från bearbetningsmaskinen ger systematiskt fel. Acklimatisering är inte valfritt vid precisionsmätning.
Bristfällig nollpunktsinställning. Om koordinatsystemet inte är korrekt definierat i förhållande till detaljens referensytor mäter du rätt geometri på fel ställe. Alla toleranskrav i ritningen utgår från specifika referensytor, och dessa måste matchas exakt i mätprogrammet.
Rätt mätstrategi och noggrannhet börjar med att förstå detaljens geometri och materialbeteende innan du väljer sensor och skriver mätprogrammet.
Sammanfattande insikter
Mätmaskiner är den tekniska grunden för dimensionell kvalitetskontroll, och deras värde realiseras fullt ut när de integreras proaktivt i hela produktionsflödet.
Punkt | Detaljer |
Definition av mätmaskin | En CMM mäter koordinater i X, Y och Z för att verifiera form och läge mot toleranskrav. |
Kalibrering är avgörande | Regelbunden kalibrering mot spårbara standarder säkerställer att mätresultaten är tillförlitliga och meningsfulla. |
Välj rätt maskintyp | Taktil CMM passar hårda material, optisk mätning passar känsliga ytor. Multisensorsystem ger störst flexibilitet. |
Proaktiv integration sparar pengar | CMM i produktionsflödet stoppar avvikelser tidigt och minskar kostsamma kassationer och monteringsfel. |
Spökfel är en verklig risk | Fel fixturering, fel sensor och temperaturpåverkan skapar falska avvikelser som leder till felaktiga produktionsbeslut. |
Min syn på mätmaskiners roll i modern produktion
Jag har sett hur samma CMM kan ge helt olika resultat beroende på hur den används. På ett företag är maskinen ett slutkontrollverktyg som bekräftar vad alla redan vet. På ett annat är den en aktiv del av produktionsflödet som stoppar problem innan de kostar pengar. Skillnaden är inte maskinen. Det är tankesättet.
Det som fortfarande förvånar mig är hur många tillverkare som investerar i avancerade koordinatmätmaskiner men sedan inte lägger resurser på att utbilda operatörerna i mätprogrammering och mätosäkerhet. En CMM i fel händer ger resultat som ser trovärdiga ut men som är missvisande. Det är värre än att inte mäta alls, för det skapar en falsk trygghet.
Min starkaste rekommendation är att behandla mätmaskinen som ett produktionssystem, inte ett laboratorieinstrument. Det innebär att integrera mätdata i SPC, koppla avvikelser till specifika bearbetningssteg och använda resultaten för att förbättra processen. Mätning utan återkoppling är dokumentation. Mätning med återkoppling är kvalitetssäkring.
Multisensorsystem är framtiden för de flesta tillverkare som hanterar varierande material och komplexa geometrier. Att kunna växla mellan taktil och optisk mätning i samma uppställning utan att flytta detaljen sparar tid och eliminerar en hel kategori av positioneringsfel. Det är inte en lyx. Det är en praktisk lösning på ett verkligt problem.
— Markus
Lksab:s lösningar för mätmaskiner och uppgradering
Lksab, det vill säga LK Scandinavia AB, är generalagent i Sverige för Nikon Metrology, LK Metrology, Scanology och API Metrology. Det innebär att du får tillgång till ett komplett sortiment av koordinatmätmaskiner, lasertrackers och optiska skannrar från en och samma leverantör med lokal teknisk support.

Har du en befintlig CMM som börjar visa sin ålder? Lksab erbjuder uppgradering och retrofit av mätmaskiner, vilket förlänger maskinens livslängd och förbättrar prestandan utan att du behöver investera i en helt ny maskin. För optisk skanning finns SIMSCAN och KSCAN X för detaljmätning och 3D-inspektion, och för stora mätvolymer erbjuder Lksab lasertrackers med hög precision. Kontakta Lksab för en genomgång av vilket system som passar din produktion.
FAQ
Vad är en mätmaskin och vad används den till?
En mätmaskin, vanligen kallad CMM, mäter form och läge på tillverkade detaljer genom att registrera koordinater i X, Y och Z. Den används för dimensionskontroll och kvalitetssäkring inom tillverkningsindustrin.
Vad är skillnaden mellan taktil och optisk CMM?
En taktil CMM mäter genom fysisk kontakt med en prob och passar hårda material som stål. En optisk CMM mäter utan kontakt med laser eller kamera och är rätt val för mjuka, tunna eller känsliga material.
Hur ofta ska en mätmaskin kalibreras?
Kalibreringsfrekvensen beror på användningsintensitet, miljöförhållanden och gällande toleranskrav. Som riktlinje bör en CMM i aktiv produktion kalibreras minst en gång per år, men kritiska tillämpningar kräver tätare intervall.
Vad är mätosäkerhet och varför spelar det roll?
Mätosäkerhet anger det intervall inom vilket det sanna värdet med stor sannolikhet befinner sig, uttryckt i µm. Detaljens tolerans måste vara betydligt större än maskinens mätosäkerhet för att mätresultaten ska ge ett tillförlitligt beslutsunderlag.
Vad är ett spökfel i CMM-mätning?
Ett spökfel är en falsk avvikelse som uppstår på grund av fel mätstrategi, bristfällig fixturering eller temperaturpåverkan. Spökfelet ser ut som en verklig dimensionsavvikelse men beror på mätfel, inte på att detaljen är felaktig.
Rekommendation




















Kommentarer