Typer av mätmaskiner: guide för ingenjörer 2026
- för 6 dagar sedan
- 8 min läsning

TL;DR:
Valet av mätmaskin påverkar produktens toleransuppfyllelse och kostnader i tillverkningsprocessen. CMM är standard för 3D-inspektion, medan optiska system erbjuder snabbhet för plana ytor, och bärbara mätare möjliggör inspektion på plats för stora delar. En kombination av dessa system, anpassad efter behov, ger bäst kontroll och effektivitet i modern industri.
Typer av mätmaskiner definieras som de instrumentkategorier som används för dimensionell och geometrisk inspektion av industrikomponenter, där koordinatmätmaskiner (CMM), optiska bildmätmaskiner och bärbara mätarmar utgör de tre grundläggande klasserna. Valet av maskintyp avgör direkt om din produktion uppnår rätt toleransnivåer, och fel val kostar både tid och pengar. Lksab representerar märken som Nikon Metrology, LK Metrology och API metrology, vilket ger en bred bild av hur dessa olika typer av mätmaskiner används i praktiken inom svensk tillverkningsindustri.
1. Koordinatmätmaskiner (CMM): industristandard för 3D-inspektion
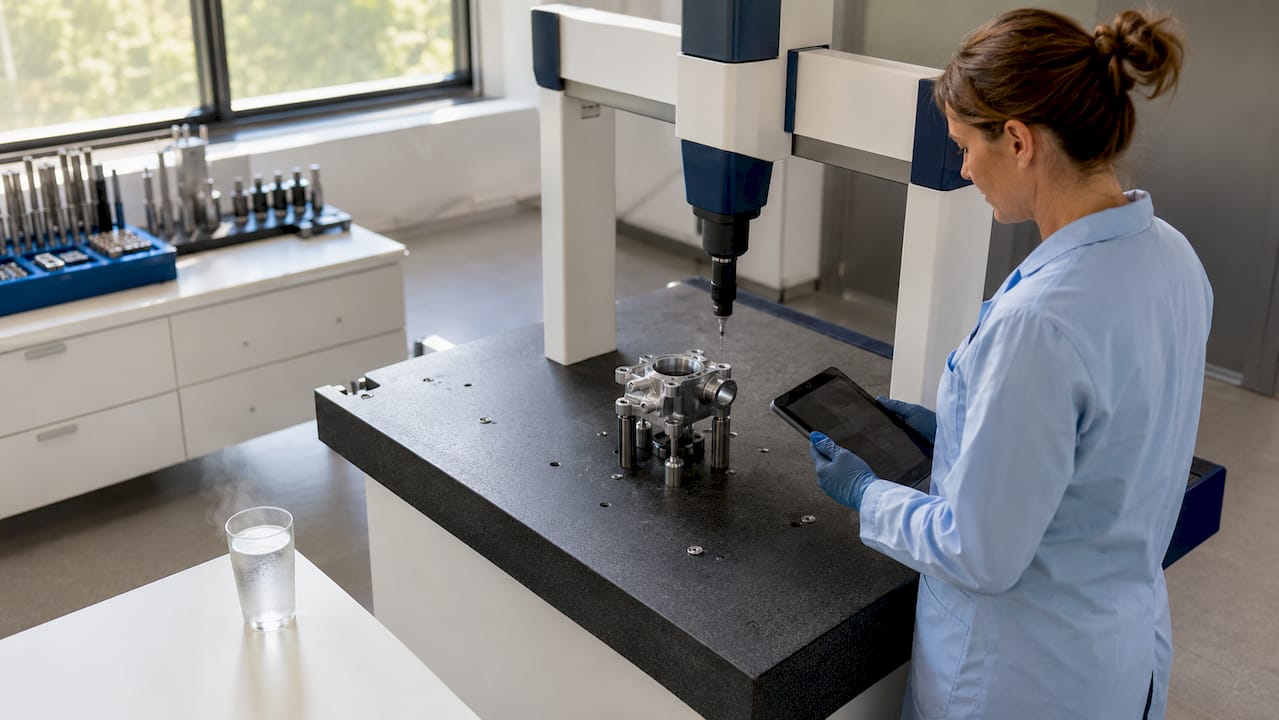
Koordinatmätmaskiner är industristandard för dimensionell och geometrisk toleransinspektion av komplexa tredimensionella detaljer. Det innebär att CMM är förstahandsvalet när du arbetar med delar som motorblock, turbinblad eller precisionsgear med snäva toleranskrav. Maskinen mäter koordinater längs tre axlar och beräknar geometriska egenskaper som planhet, rundhet och vinkelrätvinklighet.
CMM finns i tre huvudkonfigurationer som passar olika produktionsmiljöer:
Brygga-CMM är den vanligaste konfigurationen och erbjuder hög styvhet och repeterbarhet för medelstora till stora detaljer i kontrollerade mätrum.
Portal-CMM används för mycket stora och tunga komponenter, exempelvis inom flyg- och fordonsindustrin, där bryggan rör sig längs ett fast bord.
Fribärande arm-CMM ger ökad flexibilitet men något lägre styvhet, lämplig för lättare detaljer och laboratoriebruk.
Noggrannheten hos en CMM beror inte enbart på mekaniken. Mjukvara för felkompensation och databearbetning är avgörande för om inspektionsrapporter uppfyller internationella standarder som ISO 10360. Det betyder att en maskin med genomsnittlig mekanik men avancerad mjukvara kan prestera bättre än en mekaniskt överlägsen maskin med föråldrad programvara.
Proffstips: Investera i mjukvaruuppgraderingar för din befintliga CMM innan du köper ny hårdvara. Lksab erbjuder uppgradering och retrofit som kan förlänga maskinens livslängd och förbättra mätnoggrannheten avsevärt.
2. Optiska bildmätmaskiner: snabbhet för 2D-konturer och mikrostrukturer
Optiska bildmätmaskiner är optimerade för höghastighetsmätning av 2D-konturer och mikrostrukturer där kontakt med ytan är olämplig. Det gör dem till det självklara valet för tunna plåtdelar, elektronikkomponenter och detaljer med känsliga ytbeläggningar. Mätprincipen bygger på kamerabaserad bildanalys eller laserskanning som registrerar konturer och dimensioner utan att röra detaljen.
Jämfört med CMM erbjuder optiska mätmaskiner flera distinkta fördelar för rätt tillämpning:
Mäthastighet är betydligt högre vid platta eller enkla 2D-geometrier, vilket minskar cykeltid i produktion.
Kontaktfri mätning eliminerar risken för ytskador på mjuka material som aluminium, koppar eller ytbehandlade ytor.
Mikrostrukturmätning ner till mikrometerområdet är möjlig med rätt optik, vilket CMM sällan klarar utan specialsonder.
Automatisering av mätsekvenser är enkel att implementera, vilket passar höga produktionsvolymer.
Begränsningen är att optiska mätmaskiner inte hanterar komplexa tredimensionella geometrier lika väl som CMM. En turbinbladsprofil med undercut-geometrier kräver fortfarande en kontaktbaserad CMM eller en 3D-skanner. Lksab erbjuder optiska mätlösningar som täcker hela spannet från enkel konturmätning till avancerad ytanalys.
3. Bärbara mätmaskiner: flexibilitet för stora och svåråtkomliga objekt
Bärbara mätmaskiner med ledade armar och lasertrackers används för stora eller fasta objekt som flygplan och vindkraftsturbiner, där en fast CMM inte är ett alternativ. Det innebär att du kan utföra precisionsmätning direkt på produktionsgolvet eller ute i fält utan att flytta komponenten. Denna kategori av mätutrustning har expanderat kraftigt i takt med att flyg- och energisektorn ställer högre krav på inspektion av stora strukturer.
De vanligaste typerna av bärbara mätmaskiner inkluderar:
Ledade mätarmar (articulated arm CMM) med sex eller sju frihetsgrader, som ger mätvolym upp till tre meter och passar för medelstora detaljer på verkstadsgolvet.
Lasertrackers som API metrology och Nikon APDIS mäter med laserstråle mot reflektorer och täcker volymer på tiotals meter med sub-millimeternoggrannhet.
Laserstråleskannrar monterade på mätarmar kombinerar punktmätningens precision med skanningens hastighet för snabb ytdatainsamling.
Fotogrammetrisystem används för extremt stora strukturer som skrovdelar och broar, där lasertrackers räckvidd inte räcker till.
Lksab erbjuder lasertrackers och tillbehör från API metrology och Nikon, vilket täcker de flesta industriella behov av bärbar högprecisionsmätning.
Proffstips: Vid mätning på plats med bärbar utrustning är temperaturstabilisering av detaljen kritisk. Låt stora metallkomponenter acklimatiseras minst fyra timmar i mätmiljön innan mätning påbörjas, annars kan termisk expansion ge fel som överstiger toleransen.
4. Jämförelse av mätmaskiner: precision, hastighet och användningsområde
Kombinationer av mätteknologier är vanliga i moderna produktionslinjer: CMM för 3D-inspektion, optiska mätmaskiner för snabb 2D-kontroll och bärbara armar för stora delar. Det innebär att du sällan behöver välja en enda maskintyp utan snarare designar ett mätsystem som täcker hela produktionens behov.
Maskintyp | Mätnoggrannhet | Hastighet | Objektstorlek | Typisk tillämpning |
Brygga-CMM | Sub-mikrometer | Medel | Liten till stor | Motordelar, precisionsgear |
Optisk bildmätmaskin | Mikrometer | Hög | Liten till medel | Elektronik, plåtdelar |
Lasertracker | 0,01 till 0,05 mm | Medel | Stor till mycket stor | Flygplan, vindkraftverk |
Ledad mätarm | 0,02 till 0,05 mm | Medel | Medel till stor | Verkstadsgolv, fordonsindustri |
Laserskanner | 0,05 till 0,1 mm | Mycket hög | Medel till stor | Ytanalys, reverse engineering |
Tabellen visar att ingen enskild maskintyp dominerar alla parametrar. CMM vinner på noggrannhet men förlorar på hastighet och flexibilitet. Optiska system vinner på hastighet men begränsas av geometrikomplexitet. Lasertrackers vinner på räckvidd men kräver mer förberedelse per mätpunkt.
En praktisk tumregel är att CMM hanterar de kritiska toleranskraven, optiska system hanterar volymkontroll i produktion och bärbara system hanterar stora strukturer och fältinspektion. Att kombinera alla tre ger den mest kompletta kvalitetskontrollen.
5. Digitala system och mjukvarans roll i modern mätteknik
Digitala mätverktyg förbättrar precision och minskar risken för mänskliga fel jämfört med analoga instrument. Det är en förändring som påverkar hela mätkedjan, från datainsamling till inspektionsrapport. Moderna CMM-system från LK Metrology och Nikon Metrology integrerar mätdata direkt med CAD-modeller och genererar automatiska avvikelsekartor.
Mjukvaruplattformar som PC-DMIS, Calypso och Focus Inspection hanterar allt från mätprogram till statistisk processkontroll (SPC). Rätt mjukvara gör att samma CMM kan mäta hundratals olika detaljtyper utan att operatören behöver skriva om mätprogrammet från grunden. Faktorer för val av mätmaskin inkluderar alltid mjukvarans kompatibilitet med befintliga CAD-format och produktionssystem.
Övergången från mekaniska till digitala system har förändrat hur ingenjörer arbetar med mätdata. Realtidsåterkoppling till CNC-maskiner via tool presetting-integration minskar behovet av manuella provkörningar och sparar produktionstid. Det är ett område där investeringen i digital infrastruktur ger direkt avkastning i form av kortare ledtider och färre kassationer.
6. Miljöstabilitetens påverkan på mätnoggrannhet
Mätresultat påverkas av miljöfaktorer och detta kräver ofta kontrollerade miljöer med precisionsnivellering och temperaturkontroll. Det innebär att en CMM med sub-mikrometer specifikation inte levererar den noggrannheten om den står i en verkstadshall med temperatursvängningar på tio grader. Standardtemperaturen för dimensionell mätning är 20°C enligt ISO 1, och avvikelser från denna temperatur kräver korrektionsberäkningar.
Faktorer som direkt påverkar mätnoggrannheten inkluderar temperaturgradienter i detaljen, vibration från angränsande maskiner, luftfuktighet som påverkar elektronik och optik samt golvstabilitet som påverkar maskinens geometri. En stabil mätmiljö är ofta lika viktig som maskinens tekniska specifikation för att säkerställa korrekta data.
För bärbara mätmaskiner på produktionsgolvet är miljökontrollen mer komplex. Lasertrackers kompenserar automatiskt för lufttrycks- och temperaturvariationer via inbyggda meteorologiska sensorer, men operatören måste fortfarande undvika mätning nära värmekällor eller luftströmmar. Att förstå dessa begränsningar är skillnaden mellan en mätning som håller och en som ger falskt godkänt resultat.
7. Så väljer du rätt mätmaskin för din produktion
Valet av mätmaskin beror på detaljens material, form och toleranskrav, och ofta krävs en kombination av maskiner för optimal effektivitet. Det innebär att du behöver kartlägga hela ditt mätbehov innan du fattar investeringsbeslut. En enda maskintyp täcker sällan alla behov i en komplex produktionsmiljö.
Viktiga faktorer att analysera innan val av mätutrustning:
Geometrisk komplexitet: Tredimensionella geometrier med undercuts kräver CMM eller 3D-skanner. Plana konturer klaras av optiska system.
Toleranskrav: Sub-mikrometer kräver laboratoriebaserad CMM med temperaturkontroll. Millimetertoleranser klaras av bärbara system.
Produktionstakt: Höga volymer kräver snabba optiska system eller automatiserade CMM-celler. Låga volymer med hög variation passar manuell CMM.
Komponentstorlek: Delar över en meter kräver portal-CMM, lasertracker eller fotogrammetri.
Materialkänslighet: Mjuka eller ytbehandlade material kräver kontaktfri optisk mätning eller laserskanning.
Produktionsmiljö: Verkstadsgolv kräver bärbara system med robustare konstruktion och miljökompensation.
Att kombinera en fast CMM för kritiska toleranser med en optisk mätmaskin för volymkontroll och en bärbar arm för stora detaljer är en beprövad strategi inom fordonsindustrin. Lksab hjälper dig att välja rätt mätstrategi baserat på din specifika produktionsmiljö och toleranskrav.
Viktiga slutsatser
Rätt typ av mätmaskin bestäms av detaljens geometri, toleranskrav och produktionsmiljö, och kombinationer av CMM, optiska system och bärbara mätarmar ger den mest kompletta industriella kvalitetskontrollen.
Punkt | Detaljer |
CMM är grundstenen | Välj brygga-CMM för komplexa 3D-detaljer med snäva toleranser i kontrollerad miljö. |
Optiska system sparar tid | Använd optisk bildmätmaskin för snabb volymkontroll av plana detaljer och känsliga ytor. |
Bärbara system ger räckvidd | Lasertrackers och ledade armar möjliggör inspektion av stora strukturer direkt på plats. |
Mjukvaran avgör resultatet | Felkompensation och CAD-integration i mjukvaran är ofta viktigare än maskinens mekaniska specifikation. |
Kombinera för bäst resultat | En produktionslinje med flera maskintyper täcker alla mätbehov och minskar logistikkostnader. |
Erfarenheter från fältet: vad teorin inte berättar
Markus här. Efter år av arbete med mätmaskiner i industrin har jag sett ett mönster som sällan diskuteras öppet: de flesta investeringsmisstag beror inte på att man valde fel maskintyp, utan på att man köpte en maskin utan att förstå sin egen produktions faktiska mätbehov.
Jag har sett verkstäder investera i avancerade CMM-system med sub-mikrometer specifikation och sedan placera dem i en hall med temperatursvängningar på 15 grader. Resultatet är en dyr maskin som aldrig levererar sin fulla potential. Miljökontrollen är inte ett tillval. Det är en förutsättning.
Det som verkligen förändrar kvalitetskontrollen är inte en enskild maskin utan kombinationen av rätt maskiner med rätt mjukvara och rätt operatörsutbildning. Jag har sett produktionslinjer där en enkel uppgradering av CMM-mjukvaran gav bättre mätresultat än ett nytt maskininköp. Hårdvaran är sällan flaskhalsen.
Min rekommendation till ingenjörer som utvärderar mätutrustning: börja med att kartlägga era fem kritiskaste mätuppgifter och matcha dem mot maskintyp. Köp inte en lasertracker för att den är imponerande om dina detaljer är tio centimeter stora. Köp inte en optisk mätmaskin om era toleranskrav kräver CMM-precision. Specificitet vinner alltid över generalitet när det gäller mätteknik.
— Markus
Lksabs lösningar för din mätkapacitet
Lksab erbjuder ett komplett sortiment av mätmaskiner och mättjänster anpassade för svensk tillverkningsindustri, från CMM och optiska system till bärbara lasertrackers och 3D-skannrar.

Som generalagent för Nikon Metrology, LK Metrology och API metrology har Lksab tillgång till hela spektrumet av industriella mätlösningar. Behöver du uppgradera en befintlig CMM eller integrera ett nytt mätsystem i din produktionslinje? Lksabs uppgradering och retrofit-tjänster förlänger livslängden på befintlig utrustning och förbättrar mätnoggrannheten utan att du behöver byta ut hela maskinen. För bärbar högprecisionsmätning erbjuder Lksab lasertrackers och tillbehör som passar allt från verkstadsgolv till fältinspektion av stora strukturer.
FAQ
Vad är skillnaden mellan CMM och optisk mätmaskin?
CMM mäter tredimensionella geometrier med kontaktbaserade sonder och ger sub-mikrometer noggrannhet för komplexa detaljer. Optiska mätmaskiner mäter snabbare utan kontakt men är primärt optimerade för 2D-konturer och plana strukturer.
Vilken mätmaskin passar bäst för stora komponenter?
Lasertrackers och ledade mätarmar är de bästa valen för stora komponenter som flygplansdelar och vindkraftsturbiner, eftersom de möjliggör inspektion på plats utan att flytta komponenten.
Hur påverkar temperaturen mätnoggrannheten?
Temperaturavvikelser från standardtemperaturen 20°C enligt ISO 1 orsakar termisk expansion i både detalj och maskin, vilket direkt påverkar mätresultaten. Kontrollerad mätmiljö eller temperaturkompensation i mjukvaran är nödvändigt för sub-millimeternoggrannhet.
Kan man kombinera olika typer av mätmaskiner i en produktionslinje?
Kombinationer av mätteknologier är vanliga och rekommenderade: CMM hanterar kritiska 3D-toleranser, optiska system hanterar snabb volymkontroll och bärbara armar hanterar stora strukturer. Kombinationen ger bättre täckning och effektivitet än en enskild maskintyp.
Hur viktig är mjukvaran för en CMM?
Mjukvara för felkompensation och databearbetning är avgörande för om inspektionsrapporter uppfyller internationella standarder. En uppgraderad mjukvara kan förbättra en befintlig CMM:s prestanda mer kostnadseffektivt än ett nytt maskininköp.
Rekommendation




















Kommentarer